

Gr2 Titanstange
Markenname: HTN.
Form: Rund.
Klasse: Gr5.
Durchmesser: Φ8mm-400mm.
Regelmäßige Länge: 2500-3000mm.
Technik: geschmiedet.
Oberfläche: Polieren.
Ausführungsstandard: ASTM B348、ISO5832-2、ISO5832-3.
Zertifizierung: ISO 9001:2015; Norm ISO 13485:2016.
Wir akzeptieren die kundenspezifische Länge Größe.
|
|











Details
Markenname: HTN
Form: Rund
Klasse: Gr5
Durchmesser: Φ8mm-400mm;
Regelmäßige Länge: 2500-3000mm;
Technik: geschmiedet;
Oberfläche: Polieren;
Ausführungsstandard: ASTM B348、ISO5832-2、ISO5832-3
Zertifizierung: ISO 9001:2015; Norm ISO 13485:2016
Wir akzeptieren die kundenspezifische Länge Größe.
Produktdetails:
Gr2 Titanstange
Gr2 kommerzielle reine Titanstangen, die der chinesischen Klasse TA2 entsprechen, ist eine Klasse innerhalb der industriellen reinen Titanserie, die das beste Gleichgewicht zwischen Festigkeit, Formbarkeit und Korrosionsbeständigkeit erreicht. Es gehört zur α-Typ Titanlegierung und verfügt über eine ausgezeichnete umfassende Verarbeitungsleistung und Servicezuverlässigkeit. Seine Festigkeit ist moderat, mit der typischen Zugfestigkeit σb ≥ 400 MPa und der Dichte ρ = 4,51 g/cm³. Dank seiner geringen Dichte und hohen spezifischen Festigkeit (σb/ρ ≈ 8,9×10) ⁴ N·m/kg), in kritischen Bauteilen, die ein Leichtgewicht und eine Korrosionsbeständigkeit erfordern, ist ihre spezifische Festigkeit deutlich höher als die des gewöhnlichen Edelstahls und Legierungsstahls. Titanlegierungen haben in der Regel eine geringere Wärmeleitfähigkeit. Die Wärmeleitfähigkeit von Gr2-Titan beträgt etwa λ = 16,4 W/(m·K), obwohl es höher ist als die von Gr5-Legierung, ist es nur etwa 1/4 kohlenstoffarmen Stahl und etwa 1/10 Aluminium.
Eigenschaften der Gr2 Titanstange
✅ Gute Festigkeit mit ausgezeichneter Ductilität
✅ Überlegene Korrosionsbeständigkeit in aggressiven Umgebungen
✅ Hohes Festigkeit-Gewichtsverhältnis
✅ Leicht (≈60 % Stahl)
✅ Einfach zu fertigen, zu schweißen und zu maschinieren
✅ Hohe thermische Stabilität und Biokompatibilität
Chemische Zusammensetzung
| Kategorie | Element | Gehalt (Anforderungen / typische Werte) | Funktion & Einfluss |
| Basiselement | Ti | Balance, üblicherweise ≥ 99,2 % | Stellt die Grundeigenschaften bereit und bildet einen schützenden Oxidfilm |
| Kern-gesteuerte Elemente | O | ≤ 0,25 | Intensivierungselement, Hauptverstärkungselement. Erhöht die Festigkeit; Überschuss reduziert die Duktilität |
| Fe | ≤ 0,30 | Zwischengitterelement; häufige Verunreinigung. Erhöht die Festigkeit; Überschuss kann die Korrosionsbeständigkeit beeinträchtigen | |
| C | ≤ 0,08 | Zwischengitterverunreinigung. Streng kontrolliert, um Versprödung zu vermeiden | |
| N | ≤ 0,03 | Starkes Zwischengitterelement. Erhöht Festigkeit und Härte deutlich, reduziert aber die Duktilität stark | |
| H | ≤ 0,015 | Katastrophales Element. Kann Wasserstoffversprödung verursachen | |
| Sonstige Restelemente | Al | ≤ 0,50 | Wird im reinen Titan als Verunreinigung betrachtet |
| V | ≤ 0,50 | Wird im reinen Titan als Verunreinigung betrachtet | |
| Jedes andere nicht spezifizierte Element | ≤ 0,10 | Individuelle Grenze für nicht spezifizierte Elemente | |
| Gesamt aller nicht aufgeführten restlichen Elemente | ≤ 0,40 | Gesamtgrenze für alle anderen nicht aufgeführten Restelemente |
Mechanische Eigenschaften
| Eigenschaft | Symbol | Typischer Wert / Bereich | Hinweise |
| Zugfestigkeit | σₙ | ≥ 400 MPa (Mindestwert) | Standardanforderung für diese Güte bei Raumtemperatur. |
| ~ 450 – 550 MPa (typischer Bereich) | Tatsächlicher Wert zwischen diesem Minimum und diesem Bereich. | ||
| Streckgrenze (0,2% Versatz) | σ₀,₂ | ≥ 275 MPa (Mindestwert) | Spannung, bei der das Material plastisch zu verformen beginnt. |
| ~ 350 – 450 MPa (üblicher Bereich) | |||
| Dehnung | δ | ≥ 20 % (Mindestwert) | Gemessen an einer Probe mit 4D- oder 50-mm-Gitterlänge (unverändertes Material). |
| Querschnittsverringerung | ψ | ≥ 30 % (typischer Wert) | Maximale plastische Verformung vor dem Bruch. |
| Dichte | ρ | 4,51 g/cm³ | Ungefähr 57 % der Dichte von Stahl, 1,6-fach die von Aluminium. |
| Spezifische Festigkeit | σₙ / ρ | ~ 8,9 × 10⁴ Nm/kg | Masse-Leistungs-Verhältnis. Misst die strukturelle Effizienz. |
| Elastizitätsmodul | E | ~ 105 – 110 GPa | Ungefähr die Hälfte des von Stahl, was eine geringere Steifigkeit anzeigt. |
| Härte | HB | ~ 160 – 200 HB | Typische Brinell-Härte. Standard-Härtebereich. |
| Wärmeleitfähigkeit | λ | ~ 16,4 W/(m·K) (bei Raumtemperatur) | Relativ geringe Wärmeleitfähigkeit. |
| Wärmeausdehnungskoeffizient | α | ~ 8,6 × 10⁻⁶ / K (20–100°C) | Ähnlich wie bei Edelstahl. |
Bitte beachten Sie:
- Die oben genannten Mindestwerte (z. B. ≥ 400 MPa) basieren hauptsächlich auf den Vorschriften für geglühte Stäbe wie in Normen wie ASTM B348 Grade 2 festgelegt. Die gemeinsamen Bereich-Werte und physikalische Eigenschaften sind typische industrielle Daten.
- Zustandseinfluss: Die Leistung wird erheblich vom Materialzustand beeinflusst (z. B. geglühter Zustand, kaltbearbeiteter Zustand). Diese Tabelle basiert hauptsächlich auf dem Glühzustand.
- Testbedingungen: Mechanische Leistungsprüfungen werden in der Regel bei Raumtemperatur (ca. 20°C) durchgeführt.
- Datenvariation: Die tatsächlichen Leistungswerte können aufgrund spezifischer Produktionsprozesse, Chargen, Prüfmethoden und Endproduktgrößen leicht schwanken. Für kritische Anwendungen sollten die tatsächlichen Prüfzertifikate des Materiallieferanten (MTC) als Referenz verwendet werden.
Korrosionsbeständigkeit
Es ist einer der größten Vorteile von Grade 2 Titan Bar:
- Bildet eine stabile, schützende Oxidschicht, die in vielen Umgebungen korrosionsbeständig ist.
- Ausgezeichnete Beständigkeit in Meerwasser, Meeresatmosphären, chemischen sauren / oxidierenden Umgebungen und chloridhaltigen Medien. Metalle Erhält Korrosionsbeständigkeit auch bei erhöhten Temperaturen (z.B. bis zu ~300 °C im Meerwasser).
- Dieser Korrosionsschutz ist ein wichtiger Grund, warum Gr2-Titan weit verbreitet wird, wenn Haltbarkeit in rauen Umgebungen erforderlich ist.
Fertigung & Formbarkeit
Titanstangen der Klasse 2 sind in der Herstellung benutzerfreundlich:
- Ausgezeichnete Schweißbarkeit – kann mit Standardmethoden wie TIG mit guter Gelenkfestigkeit geschweißt werden.
- Gute Kaltformbarkeit und Bearbeitbarkeit – leichter zu bearbeiten und zu formen als viele hochfeste Legierungen.
- Kann kalt bearbeitet werden, um die Festigkeit zu erhöhen (keine signifikante Wärmebehandlungsstärkung möglich).
Der Produktionsprozess von Titanstangen

1. Rohstoffvorbereitung
Die Herstellung von Titanstangen beginnt mit dem Titanschwamm, der aus Titandioxid (TiO) hergestellt wird. ₂) durch den Kroll-Prozess. Der Schwamm wird zerkleinert, geprüft und chemisch analysiert, um die Einhaltung der erforderlichen Reinheitsgrade sicherzustellen. Legierungselemente wie Aluminium, Vanadium, Molybdän oder Eisen können abhängig von der angegebenen Titanqualität (z. B. Klasse 2, Klasse 5) hinzugefügt werden.
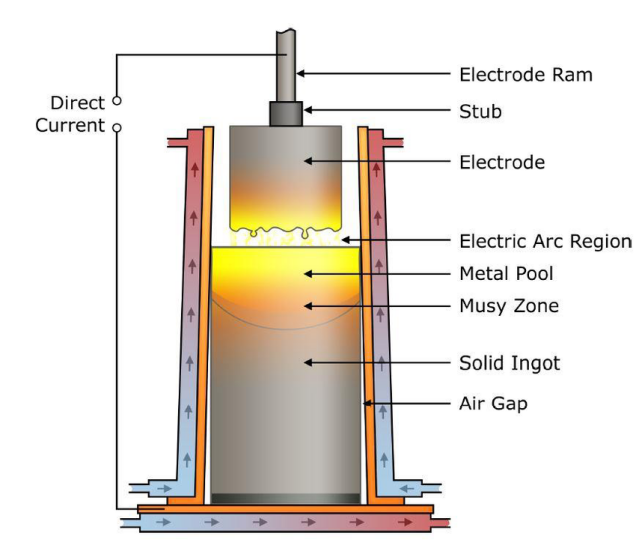
2. Schmelzen und Legieren
Vorbereitete Titanschwamme und Legierungselemente werden unter Hochvakuum- oder inerter Argonatmosphäre geschmolzen, um eine Kontamination durch Sauerstoff, Stickstoff und Wasserstoff zu verhindern.
Häufige Schmelzmethoden umfassen:
Vakuumbogen-Remelting (VAR)
Elektronenstrahlschmelzung (EBM)
Das geschmolzene Metall wird in Titaningots gegossen. Für kritische Anwendungen können die Ingots einer doppelten oder dreifachen Nachschmelzung unterzogen werden, um chemische Homogenität und strukturelle Integrität zu gewährleisten.
3. Ingot Konditionierung
Nach der Festigung sind die Ingots:
Oberflächeninspektiert
Bearbeitet oder gemahlen, um Oberflächenfehler zu beseitigen
Ultraschall auf interne Mängel getestet
Dieser Schritt stellt sicher, dass der Ingot vor der weiteren Verarbeitung frei von Rissen, Einschlüssen oder Trennung ist.

4. Heißbearbeitung (Schmieden oder Walzen)
Die konditionierten Ingots werden auf eine kontrollierte Temperatur (typischerweise 800-1100°C, je nach Sorte) wiedererwärmt und dann mechanisch verformt.
Zu den Verarbeitungsmethoden gehören:
Heißschmiede für große Durchmesserstänge
Heißwalzen für kleinere Durchmesser
Dieser Schritt verfeinert die Kornstruktur, verbessert die mechanischen Eigenschaften und reduziert den Ingot in Billets oder raue Stäbe.

5. Bar Formung
Die Balletten werden weiter zu Endstangenformen verarbeitet unter Verwendung von:
Heißwalzen
Heiße Extrusion
Kombination von Walzen und Schmieden
Die Dimensionssteuerung wird sorgfältig überwacht, um den Kundenspezifikationen für Durchmesser, Geradheit und Toleranz gerecht zu werden.

6. Wärmebehandlung
Titanstangen unterliegen einer Wärmebehandlung, um die gewünschten mechanischen Eigenschaften zu erreichen.
Typische Behandlungen umfassen:
Glühen – verbessert die Ductilität und Stresslinderung
Lösungsbehandlung und Alterung – erhöht die Festigkeit (hauptsächlich für Legierungen wie Ti-6Al-4V)
Die Wärmebehandlung erfolgt in Vakuum- oder Inertgasöfen, um Oxidation zu vermeiden.
7. Ausrichten und Größen
Nach der Wärmebehandlung können die Stäbe leicht verzerrt werden. Sie sind:
Mechanisch ausgerichtet
Präzisionsgröße durch Peeling oder zentraloses Schleifen (falls erforderlich)
Dies gewährleistet eine enge Dimensionsgenauigkeit und Glattheit.
8. Oberflächenveredelung
Oberflächenverbindung verbessert Aussehen, Sauberkeit und Benutzerfreundlichkeit.
Häufige Veredelungsmethoden:
Pickling
Schleifen
Polieren
Drehen (geschaltete Stäbe)
Der Endzustand der Oberfläche hängt von Kunde- oder Branchenstandards ab.

9. Inspektion und Qualitätskontrolle
Jeder Titanstange unterliegt strengen Qualitätskontrollen, darunter:
Analyse der chemischen Zusammensetzung
Mechanische Prüfung (Zug, Ausbeute, Dehnung)
Ultraschallprüfung
Dimensionale Inspektion
Oberflächenfehlerprüfung
Alle Inspektionen werden nach Normen wie ASTM, AMS, ISO oder EN durchgeführt.
10. Schneiden, Verpacken und Versand
Zulassene Stäbe werden auf die erforderlichen Längen geschnitten, mit Wärmezahlen und Qualitätsdetails gekennzeichnet und mit Schutzmaterialien verpackt, um Kontaminationen oder Schäden während des Transports zu verhindern.
Anwendung:
Chemische und petrochemische Technik;
Schiffstechnik und Schiffbau;
Luft- und Raumfahrt;
Medizinische und biologische Implantate;
Energie und Energie;
Automobilindustrie;
Sport- und Freizeitprodukte